如何解決125噸深喉沖床鑄件內部氣孔缺陷?
文章出處:xmqxl.com.cn 人氣: 發表時間:2019-03-11 13:41
如何解決125噸深(shen)喉(hou)沖床鑄件內部氣孔缺陷?
內(nei)(nei)部氣孔(kong):內(nei)(nei)部氣孔(kong)通常是潤滑的圓(yuan)形孔(kong)。
發生原因:射料時空(kong)氣等卷入壓鑄件內部。

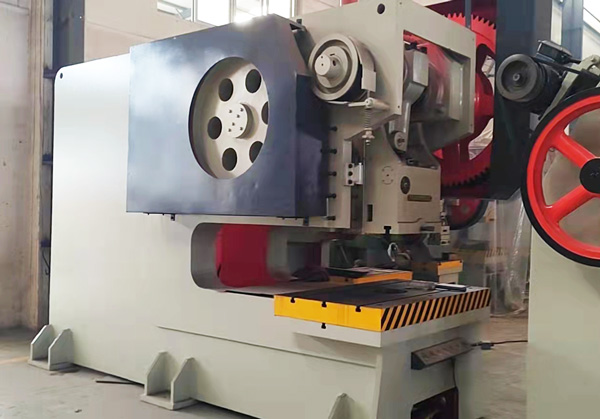
125噸深(shen)喉沖床廠家
解決方(fang)案:
1.卷氣(qi)來歷于空氣(qi),蒸氣(qi),脫模劑(ji)一(yi)查(cha)看其來歷:①安(an)穩的(de)射(she)料速(su)度(du) ②射(she)料延時(shi)一(yi)要正(zheng)(zheng)確設(she)定(ding),防止在(zai)射(she)嘴(zui)里卷氣(qi) ③一(yi)速(su)要正(zheng)(zheng)確設(she)定(ding) ④低速(su)要正(zheng)(zheng)確設(she)定(ding) ⑤加(jia)速(su)到快(kuai)速(su)射(she)料的(de)時(shi)間越短(duan)越好(hao)(依具體(ti)情況而定(ding))
2.查看水口是(shi)(shi)不是(shi)(shi)潤滑順利:①沒有尖角 ②沒有溝槽 ③決不要將(jiang)水口的(de)截(jie)面(mian)積逐漸(jian)加大
3.查看排(pai)氣(qi):①正確,滿(man)足的尺寸(cun) ②確保排(pai)氣(qi)沒被批(pi)峰堵塞(sai) ③在合金(jin)液最(zui)終(zhong)抵達(da)的方位開(kai)排(pai)氣(qi) ④排(pai)氣(qi)要開(kai)到模邊角

125噸沖(chong)床深喉口細節
4.抽(chou)真空:①抽(chou)真空通(tong)道滿足 ②在合金(jin)液最終(zhong)抵達的(de)方位抽(chou)真空 ③過濾(lv)器清(qing)潔暢通(tong) ④抽(chou)真空裝置(zhi)作業正常(chang) ⑤充分的(de)真空等(deng)級(必需丈量和(he)記載)
5.查(cha)看氣體是(shi)否來歷于潤滑劑:①錘頭是(shi)否過量(liang)潤滑一盡可能的(de)用(yong)最少的(de)量(liang) ②防(fang)止在(zai)錘頭前(qian)端用(yong)潤滑劑
6.查看蒸汽(模具上的水)①查看合模時模具是否干燥 ②用壓縮空氣吹,手動或是主動 ③在模具上易積水(脫模劑)的當地開放水槽 ④查看模具是否漏水 ⑤查看噴頭是否瀉漏
本文由沖床廠家整理,轉載請注明來自:xmqxl.com.cn
本文由沖床廠家整理,轉載請注明來自:xmqxl.com.cn
下一篇:避免160噸深喉800mm沖床傷害事故的措施 上一篇:上一篇:如何保證沖床廠介紹沖床能夠水平放平
此文(wen)關(guan)鍵(jian)字:如何解決125噸深喉沖床鑄件內部氣孔缺陷?



同類文章排行
- JB21S-160噸深喉沖床離合器的作用與檢修
- 80噸固定臺深喉沖床模具破損的原因?
- 200噸深喉沖床的工作原理及質量好的特點
- 鋼板100噸深喉沖床的制造特點
- 選擇深喉沖床廠家要看什么?
- 鋼板160噸深喉沖床(喉深1500mm)價格是多少?國標廠
- 曲柄125噸深喉機械沖床的操作規定標準
- 80噸固定臺深喉沖床JB21S-80T價格是多少錢?
- JB21S-鋼板125噸深喉沖床如何安裝沖壓模具?
- 80噸深喉沖床JB21S-80T沖床的優勢特點
新資訊文章
- 開式可傾沖床廠介紹沖床的優點
- 手動沖床廠介紹沖床是怎么工作的
- 沖床廠介紹沖床能夠進行擠壓操作嗎
- 沖床廠介紹沖床機身開裂要怎么補救
- 如何保證沖床廠介紹沖床能夠水平放平
- 沖床廠介紹沖床在維修前做的準備工作
- 怎樣減小沖床廠介紹沖床工作產生的震動
- 新購的沖床廠介紹沖床要注意檢查哪些方面
- 沖床廠介紹沖床導軌的分類及區別
- 怎么保養沖床廠介紹沖床模具
- 沖床廠介紹沖床安裝模具為什么加橡膠墊
- 沖床廠介紹沖床無法復位怎么辦
- 操作沖床廠介紹沖床前的準備工作
- 一般的沖床廠介紹沖床故障及處理辦法
- 沖床廠介紹沖床連桿斷裂是怎么造成的
- 沖床廠介紹沖床模具帶料的原因是什么
- 深喉沖床廠家哪家好?
- 如何提高沖床廠介紹沖床模具的使用壽命
- 沖床廠介紹沖床加工工序術語有什么
- 怎樣更換小型沖床廠介紹沖床的V型皮帶
您的瀏覽歷史

